



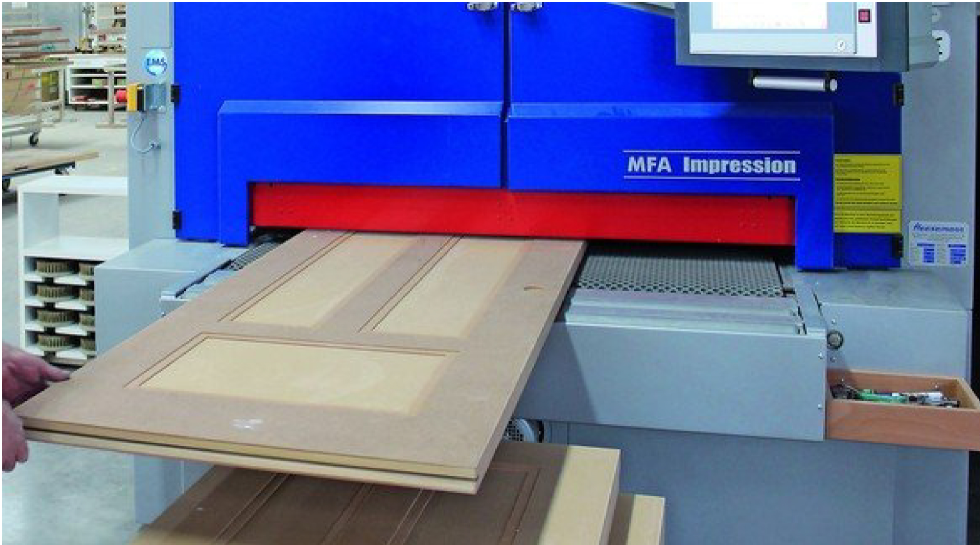
El lijado de superficies planas barnizadas es una operación habitual en la industria de la madera, los tableros y la...
}


Sanding belts for belt sanders are used in multiple industrial processes for finishing and treating all types of materials; from metals such as stainless steel and aluminum, through wood and its derivatives, sheet metal, varnish, as well as rubber, resins and leather.
These abrasive belts are tools of great precision that take part in the manufacture of innumerable products; such as tanks and cisterns, parts and components for the automotive industry, cutlery, fiberboards and chipboards, doors, wooden furniture, varnished surfaces, leather, footwear ...
From the point of view of finishes, the range of action of sanding belts is very wide, and they are used in practically all stages or processes; from the coarsest roughing and calibrating operations from P24 grit, through intermediate sanding, shading, satin finish and to high-gloss finishes on P3000 grit.
Therefore, abrasive belts must be manufactured with the maximum guarantees of quality and safety to avoid defects or anomalies in the treated surfaces; as well as breakages that can cause human and material damage.
In this article, we introduce you to the main critical points in the manufacture of sanding belts, which can lead to low quality of the abrasive belt, and especially in the area of the joint or joint.
1.- Defects in the raw material during the sanding belt cutting operation
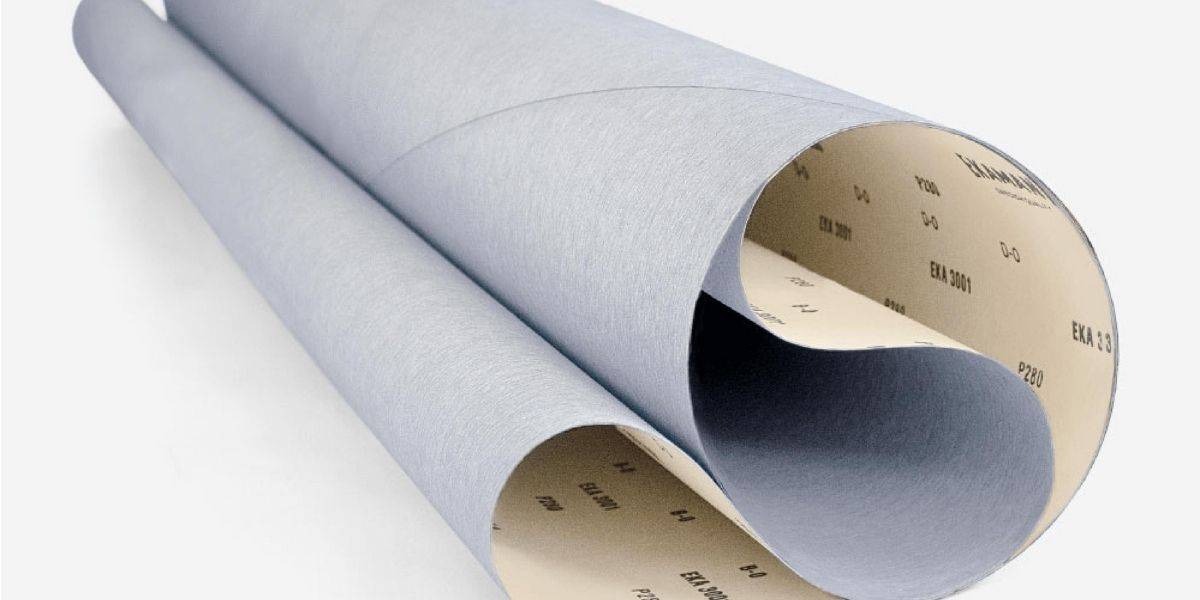
The abrasive raw material, of the same reference and granulometry, is manufactured in productions of 10,000 meters in length, which once stabilized and cured in a hot air drying tunnel, are wound into large jumbos of 500 meters, which at their They are later divided into reels of 100, 150 or 200 meters in length.
On some occasions, the material contains manufacturing defects: grease stains, excess resin, irregular stearate ... which, if not identified at the source, may end up reaching the end-user. To avoid this, manufacturers that have quality controls signal and identify on the reels in which footage the anomaly is found. In this way, the companies that manufacture the abrasive can identify and remove the affected areas, ensuring that during the cutting process of the abrasive belts there is no material with any defect.
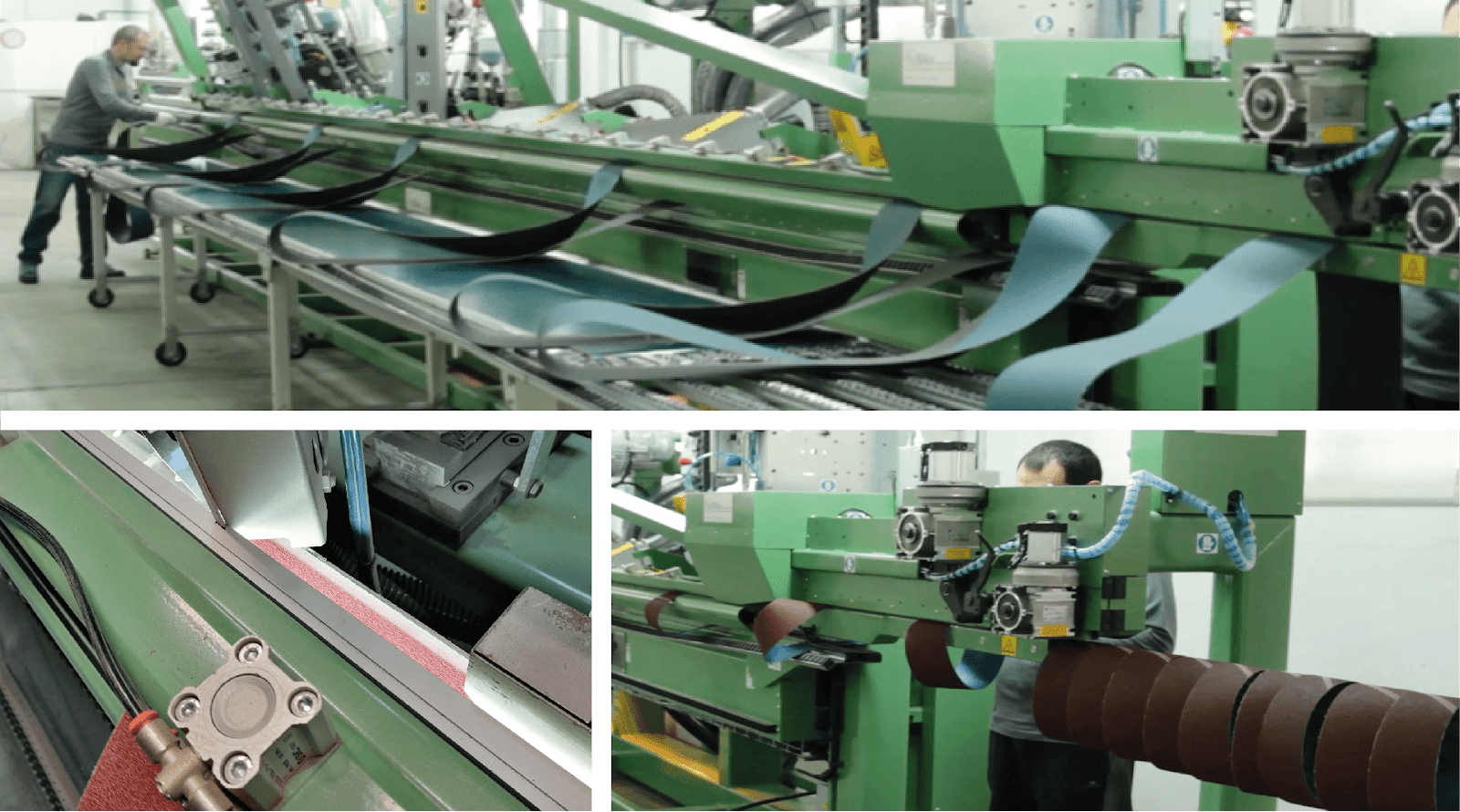
2.- Shelling of the mineral and lowered the joint.
Once the width and length of the tape have been cut, it is introduced into the sheller machine to cut it down and ensure that the joint is perfect.
The sheller machine has a series of heads that act consecutively on the joint area. Depending on the type of joint to be made: lap joint, lowered lap joint, butt joint… some motors or others act, leaving the joint area ready to be spliced.
During these works, if the appropriate technology and certain control points are not available, unexpected clogging of the wheels can occur that eliminate the abrasive grains, generating a poor undercut that will later cause a greater thickness of the abrasive joint. The most modern shellers incorporate two diamond grinding wheels to distribute the work, compared to older machines that only have one grinding wheel.
The most advanced systems, by having a greater number of heads; are more flexible and allow better adaptation to different abrasive products with different types of support and grain size:
Different types of support:
Extra rigid, rigid, semi-flexible and flexible fabrics (polyester, cotton and blend)
Rigid and flexible papers.
Surface conditioning.
Polyester film.
Different sizes of grains:
P16, 24, 36, 40, 60, 80, 100, 120, 150, 180, 220, 240, 280, 320, 360, 400, 500, 600, 800, 1000, 1500, 2000 and 3000
3.- Gluing and precuring of the glue
Good storage conditions and preparation of the glue for gluing the tapes are key to ensuring a guaranteed joint. The life of the tail is limited and generally does not exceed 2-3 years; but it can be diminished if certain precautions are not taken. The ingredients in the glue are very sensitive to variations in temperature and humidity, and must be stored in protected places.
On the other hand, sometimes the gluing head may fail and not apply the glue line or not apply it evenly. To detect this problem quickly, a colorant is added to the glue, which becomes a visual witness that the glue has been well applied and therefore there will be no problems of possible detachments with the sanding belts.
In the machines with the best performance, the glue drying, prior to gluing, is carried out using curing ovens. The sanding belt, with the glue line applied, advances continuously through them at a temperature of 80 degrees.
To avoid problems of lack of adhesion in the joints, it is important to establish temperature control points in real-time to ensure that the temperature is constant.
4.- Pressing the joint
Depending on the type of support and the size of the grain, it is necessary to press the different types of sanding belts with different pressure values. However, when the productive means are limited or are not adequate, the same press performs all the pressing with the risks that this implies.
This fact can cause premature peeling in sanding belts that have been pressed with lower pressures than necessary.
5.- Thickness of the polyester sheet in the butt joints
Sanding belts with cloth backing are generally made with the butt joint. In this joint, the two ends of the tape face each other and are joined by a thin sheet of polyester film adhered by the part of the tape support.
There are different thicknesses of the polyester sheet that should be used. Your choice depends on the type of sanding belt support (extra rigid, rigid, flexible), the size of the grain (very coarse, medium or very fine grains) and the type of sanding machine.
A poor choice of the thickness-resistance of the sheet can cause marks on the pieces, vibrations during the sanding operation and rapid wear and final breakage of the belt in the area of the joint.
6.- Packaging
The packaging and packaging of abrasive belts is a relatively simple process. However, it can be a critical operation on large sanding belts. Poor handling of these tapes when removing them from the presses and placing them one inside the other, in a vertical position, can cause wrinkles on the abrasive part. These folds can crack the resin layer which will later result in marks on the sanded surface.
On the other hand, in order to prevent agencies from damaging the edges of the belts during transport, loading and unloading operations, protection elements must be placed at both ends of the box to cushion possible blows. If not, the belts may be permanently broken during use at random.
As you can see, most of the situations discussed in this post are not easily visible on ready-to-use sandpaper.
For this reason, we recommend users of this type of abrasive belts to obtain specialist suppliers, manufacturers of sanding belts that have the best technology for the manufacture of all types of joints, as well as the experience and advice they can provide. offer to your customers.
At Abracom we are experts in the manufacture of sanding belts for all types of industries. Count on us to answer your questions and make sure you use the most suitable type of gasket.










.png)
.jpg)